EV charging management platform AMPECO has raised $16 million in venture capital investment after closing a $13-million Series A funding round led by BMW i Ventures. The round also included LAUNCHub Ventures, Cavalry Ventures and a number of angel investors.
The company offers a white-label, hardware-agnostic EV charging management platform that covers public, private and home charging and currently serves 120 customers in 45 markets, representing over 62,000 charging points in Europe and North America.
AMPECO says it plans to use the new funding for expansion in North America and for building the company’s engineering and product innovation teams there as well as in the UK, France and Germany.
“There is an incredible opportunity for EV charging providers to build and scale a profitable business using innovative technologies,” says AMPECO CEO Orlin Radev. “This is exactly what AMPECO offers—we give them the flexibility to use our software platform by integrating it closely with their existing systems and providing them with complete control of their business, from customer relationships to payment flows.”
As the transition to EV accelerates, the opportunities for charging operators to invest and build public charging infrastructure remain boundless. This market is set to grow exponentially as retailers, gas station owners and convenience stores also take advantage and install charging onsite to attract customers and create new revenue streams.
However, there is no “one size fits all” for charging stations, as shifts in consumer demographics mean it’s vital for EV operators to be accurate in their site selections. In an increasingly competitive marketplace, utilising the right location technology and data are proven differentiators in building an optimal charging strategy that delivers maximum returns.
In this webinar, Etienne Lincourt and Saad Lahrech from the geo-spatial specialists Korem will discuss the tools and data available to help charging network companies and real estate owners make the right choices in their site selections as part of their EV strategy.
The webinar will be hosted by Charged on March 1, 2023 02:00 PM EST and will feature a live Q & A.
The area around Modena, Italy has a long history of producing some of the world’s most famous and prestigious cars. A new resident of this storied region is Automobili Estrema, which was founded in 2020 by industry veteran Gianfranco Pizzuto, and counts several other illustrious automotive professionals among its execs.
For its first product, the company aims to produce the world’s fastest and most powerful electric car.
The Fulminea hypercar (the name means something like “lightning fast” in Italian) is powered by four torque vectoring-capable electric motors, one for each wheel. Total power is 2,040 horsepower (1.5 MW). Forget about 0-60 figures—this beast can accelerate to 200 mph in less than 10 seconds.
The Fulminea uses a hybrid battery pack that combines traditional lithium-ion cells with ultracapacitors. The innovative pack, which was produced in collaboration with the Turkish firm IMECAR Elektronik, has a capacity of over 100 kWh. It uses prismatic solid-state cells from Belgium’s Avesta Battery Energy Engineering, arranged in a cell-to-pack format. The battery pack weighs 661 lb (300 kg), and Automobili Estrema claims a specific energy of 500 Wh/kg (and compares this to the 260 Wh/kg of a Tesla battery pack).
The Fulminea’s estimated range (WLTP) is around 323 miles.
In partnership with Boston-based Electra Vehicles, Automobili Estrema developed a battery management system that continuously optimizes the power delivered by the battery cells and the ultracapacitors to maximize efficiency and performance, based on the operating environment, battery conditions and driving style.
The Fulminea is now in production, which will be limited to only 61 units, each with a hefty price tag of just under two million euros. The first production model is set to be unveiled in June, and deliveries to customers are to begin later in the year.
In September, Automobili Estrema will attempt to set a new electric vehicle lap record at the famous Nürburgring testing track. A documentary film will cover the Fulminea’s entire story, from the car’s inception and development to its (hopefully) record-breaking race at the Nürburgring.
LiNa Energy, a developer of solid-state sodium batteries, has successfully completed an independent demonstration of its batteries for energy storage systems.
In the test, a 1 kW / 1 kWh LiNa system performed dynamic containment. This is a key revenue stream for battery energy storage systems in the UK, which requires rapid injection and absorption of power to maintain the grid’s frequency, as maintaining a narrow operating frequency is a key to avoiding blackouts and generator trips.
The demonstration was performed continuously for five days and tested over a range of states of charge. The test was also run simultaneously with a charge and a discharge profile to demonstrate the critical ability to stack revenue streams.
Traditional hydrocarbon-based sources of electrical generation provided “inertia” to the grid, as turbines would spin synchronously with the grid frequency and generator trips would be buffered by momentum. As these traditional sources of generation are displaced by inverter-based renewables, maintaining grid frequency has become more challenging, says the company.
“Electrical grids around the world will need energy storage assets as renewable generation increases. This is an important demonstration for LiNa Energy, showcasing this technology’s potential to meet the needs of this market,” said Rich Dawson, LiNa CTO.
British bus manufacturer Alexander Dennis, a subsidiary of NFI Group, has received an order from Transport for Greater Manchester for an additional 50 zero-emission double-deck buses, doubling the agency’s initial order. The Manchester bus fleet, which has been franchised to Go-Ahead Group and dubbed Bee Network, will now include 100 NFI vehicles.
These additional 50 British-built electric buses will enter service in parts of Bury, Rochdale and Oldham when the second tranche of franchising launches there in April 2024. They follow an initial procurement of 50 buses for the first tranche of Bee Network services in Wigan and Bolton from September 2023.
“This repeat order from Transport for Greater Manchester is a great recognition of the value added by our zero-emission buses, which will be built in the North of England at our factory in Scarborough and supported locally from our AD24 aftermarket hub in Skelmersdale,” said Paul Davies, President and Managing Director, Alexander Dennis. “With a total of 100 electric buses now on order from Alexander Dennis for the Bee Network, we are looking forward to helping to transform the public transport experience in the region.”
Electrifying commercial vehicles is a critical part of reducing emissions. To achieve maximum impact the pace of fleet electrification needs accelerating, fast, nowhere more so than in the heavy-duty trucking industry.
While EVs of all sizes are now flooding the market there remains two key hurdles faced by fleet operators – charging infrastructure that responds to the needs of commercial fleets and the upfront cost of replacing ICE vehicles for EVs.
In this webinar, CEO of WattEV, Salim Youssefzadeh discusses how combining business and tech innovations can create the infrastructure and data driven work flows to overcome these challenges. Enabling operators and truckers to reduce total cost of ownership whilst accessing fit-for-purpose charging infrastructure.
Hosted by Charged on February 1, 2023 01:00 PM EST, the webinar will feature a presentation, discussion and live Q&A.
Logistics company Schneider has ordered nearly 100 Class 8 electric trucks for its intermodal operations in Southern California.
After the first order of 62 Freightliner Cascadias, manufactured by Daimler Truck North America (DTNA), Scheider’s second order of 30 additional units brings the total to 92 Class 8 EVs.
According to the company, electric trucks are crucial in meeting Schneider’s sustainability goals of reducing CO2 per-mile emissions by 7.5% by 2025 and 60% by 2035. Schneider states that it has already achieved more than half of its 2025 goal by reducing per-mile emissions by 5%.
The new eCascadias have the potential to avoid emitting over 81,000 pounds of carbon dioxide per day compared to conventional ICE trucks.
“The integration of nearly 100 electric trucks is an important milestone for Schneider as we are moving beyond the electric truck testing phase to running an operation at scale,” said Schneider President and CEO Mark Rourke.
NEO, a developer of silicon anode materials, reports that it has signed an MOU with an undisclosed Asia-based producer of high-purity silicon powder derived by recycling silicon by-product waste from solar photovoltaic cell and semiconductor manufacturing.
The purpose, says NEO, is to significantly enhance price competitiveness of silicon anode materials for EV batteries by integrating the recycled silicon input into NBMSiDE, NEO’s proprietary silicon anode materials. The company projects a price reduction in the silicon input of between 30 and 40 percent.
NEO expects to receive recycled silicon in January for sample testing to assess performance, viability and collaboration/research direction. The company also reports that it has discussed with the recycler collaborative opportunities to enter the North American market and is seeking further joint development activities with Li-ion battery supply chain players in the coming year.
Thermal issues associated with the battery might affect its safety, reliability, lifetime, and performance. What if you can ensure the battery operates in safe temperature ranges while maximizing its performance, minimizing its degradation and avoiding hazardous conditions?
Siemens offers an integrated battery design and thermal management workflow with multi-level modelling and multi-physics simulations.
In this 60-minute webinar, Sana Loussaief and Nils Ziegler from Simcenter explain how to evaluate the electrical and thermal simulation of battery packs.
Key topics and takeaways:
Deploy an integrated workflow for battery design and thermal analysis, including thermal runaway propagation at the pack level
Make use of neural networks to accelerate transient cycle analysis
Gain valuable insights into battery performance and thermal behaviors through the interoperability capabilities of Simcenter STAR-CCM+ and Simcenter Amesim.
The webinar hosted by Charged on Wednesday, Feb 15th, 2023, at 11 AM US EDT includes a presentation and live Q&A session.
Rice University scientists have reported what they believe to be a partial solution to the mounting disposal problem of worn-out lithium-ion batteries. It relies on a unique “flash” Joule heating process they have developed to produce graphene from waste.
The lab of Rice chemist James Tour is said to have reconfigured the process to quickly regenerate graphite anode materials found in Li-ion batteries, removing impurities so they can be repeatedly reused. Powdered anodes from commercial batteries are “flashed” for a few seconds with a jolt of high energy, decomposing their inorganic salts, including lithium, cobalt, nickel, and manganese, which can then be recovered by processing them with dilute hydrochloric acid. The reported cost is about $118 to recycle one ton of untreated anode waste.
“We’re claiming our process can recover critical metals and recondition anodes in a far more environmentally and economically friendly manner,” says Tour.
With the converging automotive trends of vehicle electrification and Advanced Driver Assistance Systems (ADAS), the role of traditional automotive interconnects is evolving to meet more demanding performance requirements for key automotive application areas, including high-power interconnects specific to electric vehicles, and high-speed data interconnects required for ADAS control components which will ultimately evolve to fully autonomous vehicle systems.
The next generation of high-power automotive interconnects include those for vehicle batteries/drive trains, and other internal systems; as well as external connectors for EV charging stations designed to handle the larger vehicle batteries with higher amperages that deliver faster charging speeds.
Advanced interconnects and wiring harnesses will be required to handle significantly increased bandwidth, multiple sensor inputs from cameras, LiDAR, and radar devices, all at higher data transfer speeds with more complex network architectures needed for ADAS and autonomous vehicle systems.
Internal High-Power Interconnects
Power connections internal to the vehicle deliver electric current from the charging inlet to the vehicle battery and distribute the battery power to the vehicle’s drive train and other systems, such as inverters, motors, and auxiliary devices. The internal wiring scheme of an all-electric vehicle typically requires tear-resistant silicone-jacketed cables that are resistant to the harsh conditions, abrasion, fluid exposure, and chemicals present in automotive environments. Cables for the vehicle’s internal power connection typically range from 10mm to 40mm in diameter, rated to the LV 216-1/2 standard for sheathed high-voltage power transmission. These cables and the connectors require a wide temperature range from -60°C up to 150/180/200°C (upper temperature limit is dependent on the location within the vehicle). The connectors must be designed so that the cable bend radius is as small as possible to limit the mechanical stress to the cabling.
DC (direct current) fast charging is essential for providing drivers with a method of charging electric vehicles in a short period of time. This applies for long-distance driving for single vehicles as well as charging large fleets of EVs efficiently. Traditional EV charging using AC power often required overnight charging.
Older electric vehicles were typically limited to a maximum charge of 50kW, but newer model EVs with larger batteries can accept a charge from stations rated at 270kW or even 350kW. Therefore, the charging connector for new designs must be rated to handle this higher power.
Compliance with North American and European DC fast-charging automotive interconnects must meet the UL 2251 and IEC 62196 standards established for electric vehicle charging systems. These standards are CCS-1 (North America) and CCS-2 (Europe) that are air-cooled charging connectors rated to 300A DC current, and liquid-cooled CCS-1/2 devices rated for a minimum 500A DC.
High-Speed Interconnects for ADAS and Autonomous Vehicle Systems
Increased bandwidth and data transmission speeds are required for the next generation of advanced driver assistance systems, including vehicle safety devices such as sensors, cameras, radar/LiDAR, and telematics, as well as infotainment and other non-safety systems. The coaxial cables and interconnect wiring harnesses for these multiple sensors must have increased data capacity and transmission speeds to support the volume of this sensor data, especially as the automotive industry transitions from driver assisted systems to fully autonomous vehicles.
One standard automotive interconnect system involves the FAKRA (Fachkreis Automobil) connector family, developed to meet the stringent mechanical and environmental requirements of the automotive industry. These connectors are available in multiple configurations and feature keyed with color-coded designs for easy identification and to prevent mis-matching, with primary and secondary locking systems for secure connections. Rated for data speeds up to 8Gps, these connectors are ideal for developing wiring harnesses for high-speed one-way data transfer from sensors located within the vehicle, including cameras, GPS navigation, infotainment, RF keyless entry, and driver comfort systems.
For safety-critical connections that require higher speed data transfer rates, wiring harnesses using the mini-FAKRA interconnect series supports up to 28Gbs data transmission. In addition to the higher data speeds, the mini-FAKRA connectors are 80% more compact than standard FAKRA connectors, saving space and weight in vehicle electronics systems. Wiring harnesses using these connectors are ideal for autonomous driving and critical driver assistance systems, as they can deliver high data volumes from multiple sensors, cameras, and navigation sources.
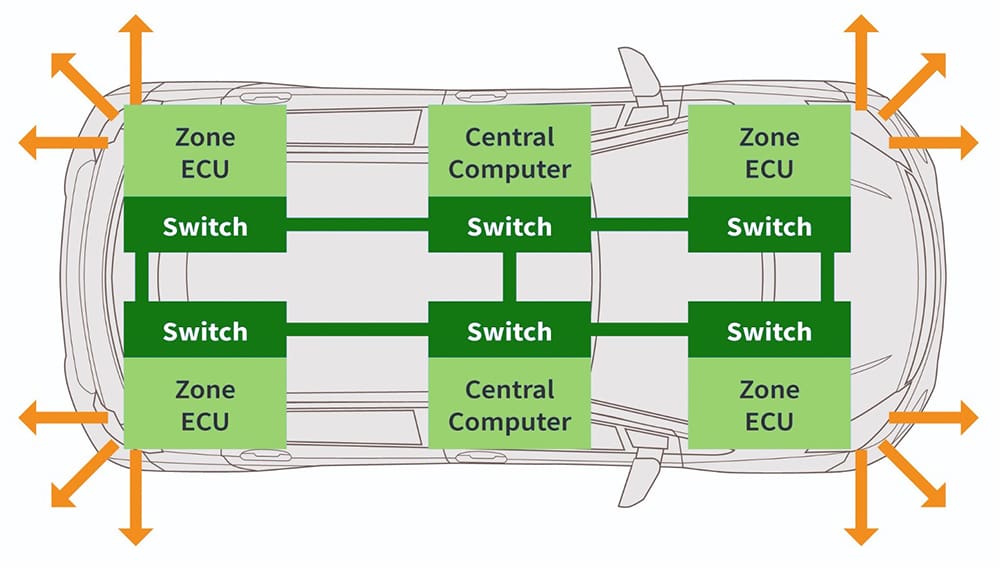
Zonal Control Architecture to Support Autonomous Vehicles
Traditional automotive electrical/electronic systems use a domain-based architecture, with specific modules, devices, and sensors wired to central ECUs (electronic control units). This approach can only scale up to a certain point before reaching limitations based on size, weight, and data transfer speeds.
Newer automotive systems feature a zonal architecture using Ethernet cable specifically designed for automotive applications. Replacing the individual wires and nodes is an Ethernet backbone that connects all the vehicle’s systems with a software-controlled network that is capable of aggregating and transmitting data from different nodes within the vehicle, using a common protocol to support different data speeds to deliver signals to different computing locations onboard the vehicle. This zonal approach uses Ethernet switches, or gateways, at each system node to manage the increased data streams required for advanced vehicle systems, and enables local computing for less time-sensitive processing while routing time-critical safety/control systems to be channeled to the central high-speed vehicle computers.
Zonal Architecture System for Advanced Vehicle Electronics Systems
This type of zonal architecture requires the use of differential wiring harnesses and cable assemblies using Automotive Ethernet cable with data transmission rates up to 25Gbps, as well as the connectors to link with each node on the vehicle network. These cables must meet the OPEN alliance standard TC2/9 established for Ethernet communications on vehicles.
With the increasing number of electric vehicles and vehicles with advanced driver assist systems, the need for high-speed, high-density power and data transmission is quickly outpacing the traditional systems for internal vehicle wiring and external EV charging.
Because each electric vehicle model has its own unique design requirements and cost constraints, automotive designers should select a cable assembly/wire harness partner with global operations capable of applying a wide selection of connectors, cable, and charging components to meet individual customer vehicle design requirements. It is also critical that all wiring components are manufactured in ISO/TS 16949 and IATF 16949-certified facilities with automotive quality certifications, including ISO 9001, ISO 4001, OHSAS 18000, and UL.
BizLink continuously strives to advance its ODM/OEM interface capabilities and to develop innovative, high-performance interconnect solutions and technologies that meet the industry’s growing demands. For more information, visit BizLink’s website.
Ioneer, an emerging US supplier of lithium and boron, has earned a notice of intent (NOI) from the Bureau of Land Management for its Rhyolite Ridge Lithium-Boron Project in Esmeralda County, Nevada.
According to the company, the project’s purpose is “to provide environmentally sustainable lithium and boron to support development of domestic supply chains essential to the electrification of transportation and energy transition in the US.”
Publication of the NOI marks the beginning of the National Environmental Policy Act approval process, which includes a public review and comment phase, preparation of an environmental impact statement, and finally, the BLM’s record of decision (ROD). An approved plan, which would be the basis for compliance during operations and closure, would allow Ioneer to commence the Rhyolite Ridge Project. The company’s best estimate is for an ROD to be received in Q1 2024.
Production is expected to begin in 2026. The company expects the project to produce enough lithium to supply around 400,000 EVs per year.
“We understand the Rhyolite Ridge Project is the first lithium project to be issued a Notice of Intent under the Biden administration, and we see this as a significant step toward ensuring a strong domestic supply of critical minerals and strategic materials essential to the electrification of transportation in the US,” said Executive Chairman James Calaway.
Canadian bus and coach manufacturer NFI reports that its subsidiary New Flyer has received orders for 16 battery-electric and fuel-cell-electric transit buses from Winnipeg Transit. Options allow the contract to be extended for up to four years for the additional purchase of up to 150 40-foot zero-emission buses. The firm order includes four each of Xcelsior CHARGE FC fuel-cell-electric 40-foot and 60-foot buses and four each of Xcelsior CHARGE NG battery-electric 40-foot and 60-foot buses.
“NFI’s partnership with Winnipeg Transit spans 35 years,” said NFI President Chris Stoddart, “and we have delivered more than 1,560 transit buses to Winnipeg Transit since 1987. We are now proudly enabling the agency’s transition to a low-carbon future for healthier Manitoba communities.”
Thanks to the “Buy American” requirements of the Bipartisan Infrastructure Law (BIL) and Inflation Reduction Act (IRA), and similar provisions in the EU’s new Battery Directive, traceability is becoming a critical function in the EV industry.
OPTEL has partnered with test, inspection and certification specialist Bureau Veritas to create a comprehensive traceability service called V-Trace, which companies and government regulators can use to follow products through their supply chains, from extraction of the raw materials to final assembly.
OPTEL’s Optchain platform is a “digital control tower” that gives automakers and battery manufacturers an overview of their supply chains.
OPTEL uses globally-recognized standards to facilitate the sharing of data with partners and government regulators.
Q&A with OPTEL’s Ken Fallu
Traceability is a topic we’re beginning to hear a lot about in the EV industry. The term refers to a process for documenting the source of a product, along with all the links in the supply chain, and it has long been important in various industries. Perhaps the best-known examples are aerospace, food and pharmaceuticals—if a plane crashes, or a bunch of people get sick, investigators need to be able to find out where a defective component or a bad batch of food or drugs came from. However, there are many reasons that companies and regulatory agencies put traceability processes in place: documenting ESG claims; combatting product counterfeiting; proving that products are exempt from tariffs; and many others.
In the EV industry, there are two separate (but related) reasons to establish a traceability process. The first is sustainability, and it’s a bit of a fraught topic, because the environmental footprint of EV components is a favorite trope of the anti-EV disinformation movement. If you use social media, you’ve seen the pictures of ugly open-pit mines, and the memes of clueless greenies oblivious to the evils caused by the extraction of lithium, cobalt and other minerals.
In the EV industry, there are two separate (but related) reasons to establish a traceability process: sustainability and documenting the country of origin.
Of course, the global depredations of the oil and agriculture industries are long-standing and well-documented, but as environmentalists, we need to hold ourselves to much higher standards. There are problems associated with the extraction of many EV-related raw materials, and these need to be documented, and minimized as much as possible. That’s why sustainability-related traceability is so important (and why automakers and battery suppliers have been concerned about it for some time).
Another function of traceability solutions is documenting the country of origin for raw materials and assembled components. The importance of this soared with the passage of the Bipartisan Infrastructure Law (BIL) and Inflation Reduction Act (IRA), both of which include eligibility requirements that call for certain proportions of the components that go into EVs and EVSE to be sourced and/or processed in North America or free-trade partner countries. Incentive programs currently being developed in the EU include similar requirements.
Statesmen are keen to bring raw material mining and processing to North America and Europe not only to boost economic activity at home, but also because, as the war in Ukraine has shockingly demonstrated, it’s a bad idea to become dependent on hostile or unstable countries for critical materials.
The issues of sustainability and encouraging domestic supply chains are closely related. Environmental standards for mining and industrial processes are generally considered to be stricter in North America and Europe than elsewhere, and furthermore, shortening supply chains by bringing raw material production closer to manufacturing sites has important environmental benefits.
Automakers that want to qualify for incentives are going to have to document every link in their supply chains, and that’s where independent traceability services come in.
So, there are many good reasons for governments to incentivize automakers to bring supply chains home. But regulators aren’t going to take companies’ words for it that the raw materials used to make their batteries comes from approved places. Automakers that want to qualify for incentives are going to have to document every link in their supply chains, and that’s where independent traceability services come in.
Charged recently spoke with execs from two companies that have partnered to create a comprehensive traceability service called V-Trace, or Verified Traceability Solution. Bureau Veritas handles on-site verification and third-party independent auditing (see Part Two of this series), and OPTEL provides a digital platform that companies and government regulators can use to follow products through their supply chains, from extraction of the raw materials to final assembly.
Battery-maker Verkor is the most recent announced customer for V-Trace, but the companies say they are in discussion with many others, both battery suppliers and automakers.
Charged spoke with Ken Fallu, OPTEL’s Global Head of Strategy for Mining and Environment.
Charged: I know traceability has always been important in certain industries. Do you provide a lot of services to the auto industry?
Ken Fallu: Yes, but it’s just starting. I’ve been in traceability for more than 30 years—we started mostly in the pharmaceutical industry to provide traceability for FDA regulations. But the auto industry, this is something new. For the last two or three years, they’re starting to bring this technology to their supply chain, especially for batteries.
All the new gigafactories that will be building batteries in the coming years, they’re focusing on proof of origin, making sure that their material is not contaminated with material coming from unwanted areas, from China or from Congo for example, or partly produced with child labor. There is much more concern now these days with the new battery manufacturing facilities—I would say the new kids on the block—they want to make sure they avoid that, and they use our solution to do so.
For example, today we’re providing data to the FMD [Falsified Medicines Directive] for all medicines produced in Europe. This component is currently missing from the [battery] ecosystem—there’s no regulation at the moment that’s forced these suppliers to provide that data.
Charged: What does your independent traceability solution provide that companies can’t do internally?
Ken Fallu: The internal traceability systems are not connected to any government agencies, they operate within their own boundaries. Our solution presents an independent view, tracking and tracing all the material from the source—from the mine to the battery, and this information can be uploaded to a government agency so it can be validated. For example, today we’re providing data to the FMD [Falsified Medicines Directive] for all medicines produced in Europe. This component is currently missing from the [battery] ecosystem—there’s no regulation at the moment that’s forced these suppliers to provide that data. And, like in pharma, it is not the mandate that each company will build their own validity system, it has to be outside of the wall, so it’s an independent party.
Charged: Are there official standards for traceability, something analogous to ISO or IEC standards?
Ken Fallu: Yes, and we have been using them since the beginning in pharma and other markets. GS1, Global Standard One, is known worldwide, and they are supporting different industries and bringing a standard that allows us to differentiate one company and one product from another and make sure we can speak the same language and make the data fully interpretable within the ecosystem.
If we all speak the same language, we’ll speed up integration and alleviate extra costs for companies that would otherwise have to develop different connectors for different parties that they want to connect with. This is the approach that the FDA has promoted for the pharmaceutical industry that has worked successfully in the US and in Europe. That’s what we’re pushing our customers to use, and we’re working closely with GS1 in order to bring that standard to battery traceability.
Charged: How do OPTEL and Bureau Veritas work together?
Ken Fallu: We offer a joint solution—we assure the data on the ground by means of the certification bodies, and we have one control tower that brings all this information together so you can see geographically where materials are located, what action has been taken, and you can control and view what’s in your supply chain.
We’ve been offering this in various commodities with Bureau Veritas, in food and beverage as well as in pharma. In the battery industry, we’re deploying currently with [battery manufacturer] Verkor. All this data comes from Bureau Veritas to our Optchain platform acting as a control tower. That brings a full view for the battery manufacturers of all their supply chain, and we combine this with the carbon footprint of the battery manufacturing. Scope 1, 2 and 3 emissions are becoming a big part of the focus for manufacturers—to make sure that they have the lowest carbon footprint possible, because if they want to replace petrol cars, then they have to make sure that they produce with the lowest CO2 emissions possible.
Charged: When it comes to EV batteries, are traceability for sustainability and traceability for country of origin two separate fields, or are they sort of combined?
Ken Fallu: It is part of one thing, and I’ll give you a real example. Since 2021 we are doing traceability for Canadian aluminum. This use case came about because the industry had an issue with tariffs that were imposed by the US. We have connected 10 facilities in Canada making aluminum, we’re collecting all the information and we’re bringing this to a portal where the government can run reports and alleviate any claims the US would have about tariffs. We can authenticate the material that is Canadian versus non-Canadian because we have all the serial numbers in our database.
This use case could be easily combined with sustainability now that we have this pipeline of proof of origin. If we want to add carbon footprint or any sustainability data, we could. Once we have this pipeline open, adding additional information will be easy, and the same approach could be done for the IRA. We can easily provide a full report of what is really Canadian. In fact, I recently made a public comment regarding the IRA to the US Treasury. They were looking for feedback on how to apply the IRA for automakers and for battery manufacturing.
Charged: You have systems in place for aluminum, so you can just plug in other materials, say lithium, cobalt or nickel?
Ken Fallu: Correct. It’s the same.
We have a lot of minerals north of your borders [in Canada], and these minerals could be a benefit for the North American market.
Charged: The IRA and the BIL each have their “Buy American” provisions, but the bureaucrats will have to work out the details. We want to encourage domestic supply chains, but we don’t want to make it so hard for the automakers that nobody qualifies for incentives. Any thoughts on how the rule-makers can strike the right balance?
Ken Fallu: That’s what I’m working on with the Canadian and Québec governments, because we have a lot of minerals north of your borders, and these minerals could be a benefit for the North American market. We can reinforce the exchange by traceability like we’ve done for aluminum.
Charged: The EU is also working on new rules to encourage domestic supply chains—are those similar to what’s in the IRA or are there some differences?
Ken Fallu: From what I understand, the IRA is beneficial for companies. But in Europe they’re far more advanced, and people are more concerned, companies like Verkor don’t want to wait for the legislation, they want to get engaged with traceability right away and certifying their suppliers. And of course we will adapt as the legislation is finalized. This is something that we’ve done for many years, so we can adapt easily.
For battery manufacturing facilities, I think the economics look better with the IRA program versus what’s been done in Europe. What the US administration wanted to do is to stimulate the local economy. I think this is at the right level, so I think that’s now shaking things up a little bit that the other countries have to do something better.
Charged: The EU took a major step forward in December with a proposed new version of the EU Battery Directive. As with the IRA in the US, I imagine there’ll be a lot details to work out.
Ken Fallu: There’s a lot of discussion, and there are different projects going on, trying to test different ways of people working together. We’re doing a pilot at the moment, but there are many pilots that are going on and eventually there’ll be some results coming out of that. There’s also an initiative from the German government called Battery Pass, and there’s a group of German automakers called Catena-X working on different standards. There are various initiatives, and the European Commission is looking at all of this and eventually they’ll come up with legislation.
OPTEL has partnered with inspection and certification specialist Bureau Veritas to create the V-Trace solution. Bureau Veritas handles on-site verification and third-party independent auditing. See Part Two of this series for our Q&A with BV’s Stéphane Ponthieux.
Circular materials technology company Umicore and clean technology company Nano One Materials have signed a nonexclusive joint development agreement (JDA) on production process technologies for cathode active materials (CAM) for lithium-ion batteries.
Umicore will evaluate Nano One’s patented M2CAM One-Pot process technology with the intention of integrating it with Umicore’s proprietary process technology for the production of high-nickel NMC (nickel, manganese, cobalt) CAM.
The companies report that their purpose in entering into the JDA is “to leverage their respective technologies and know-how to further increase the throughput rate while reducing the costs and environmental footprint of CAM production.”
The ABB FIA Formula E World Championship is taking several significant steps forward for its ninth season of competition—a new generation of racecars, new race locations, revised rules and changes in key component suppliers. In December, the series put the new cars, which offer more power, less weight and vastly greater efficiency, through their paces a at a pre-season test meeting at the Ricardo Tormo circuit in Valencia, Spain.
Global electronics giant ABB, which has long been the “energizing force” of the series, now graduates to the role of official charging partner, responsible for replenishing the batteries of all 11 Formula E teams prior to each race.
ABB has developed new DC fast charging hardware that prioritizes reliable service, compact dimensions and light weight, all vital requirements for the globe-trotting racing series. The ABB Formula E Race Charger has been designed to be easily transported and installed around the world, and to use a wide variety of power sources. Each charger can deliver maximum power of 160 kW and is able to charge two vehicles with 80 kW of power simultaneously—a feature that reduces cargo loads when the cars and support gear travel between races.
Another innovation for this season is the ABB Ability OPTIMAX energy management software solution, which is designed to maximize the energy efficiency of on-track operations.
ABB Ability OPTIMAX will allow Formula E’s engineers to monitor and analyze total race-specific energy output, helping drive more efficient usage. Up to 14 metering boxes will be located at host venues, collecting data on how much power (kW) is being used at each moment and how much energy (kWh) is consumed over any given time period.
Total consumption across entire E-Prix sites will also be monitored, encompassing operations including the TV broadcast suite, E-Village fan zone, media center, catering facilities, the paddock and the pit garages.
Daniela Lužanin, Head of the ABB Formula E partnership, said: “Energy efficiency is key to reducing emissions and meeting sustainability targets, and ABB Ability OPTIMAX will be fully implemented this season to help improve this.”
Jamie Reigle, CEO of Formula E, said: “As the first sport to be certified as net-zero carbon since inception, we are always looking for more ways to make the series as sustainable as possible. With ABB Ability OPTIMAX we are able to better monitor our energy consumption and see where potential savings could be made.”
“We’re delighted to bring our innovative charging solutions to the biggest global e-mobility stage—the ABB FIA Formula E World Championship—continuing our drive to use the series as a testbed for new, more sustainable technologies,” said Frank Mühlon, CEO of ABB E-mobility. “The experience and knowledge we gain will be used to continuously improve ABB chargers for customer and consumer use.”
Australian express freight company Team Global Express has ordered 36 Volvo FL electric trucks–apparently the automaker’s largest electric truck order in Australia to date.
The Volvo FL electric trucks are designed for urban distribution and have a load capacity of 5.5 tonnes. They will become a part of Team Global Express Sydney’s metropolitan pick-up and delivery fleet and will be commissioned during the first quarter of 2023.
“We have the broadest electric truck lineup in the industry, which makes it possible to electrify city and regional transport already today,” said Martin Merrick, President of Volvo Group Australia.
Los Angeles World Airports (LAWA), the agency that operates Los Angeles International Airport (LAX), is gradually electrifying its fleet of more than 1,100 vehicles. It currently has in service or on order some 26 Ford F-150 Lightning trucks, 10 Ford Mach-E SUVs, 120 electric sedans, 32 electric trucks and 27 electric buses.
The latest addition to the fleet is a Nikola Tre Class 8 semi-tractor, which will be used to move paving equipment, transport construction materials and pull other heavy equipment at LAX work sites.
The Nikola Tre BEV features a 733 kWh battery pack, and claims a range of up to 330 miles. LAX’s Tre will use a new 75 kW DC charging station. The LAWA purchase qualified for a $120,000 rebate via the California Hybrid and Zero-Emission Truck and Bus Voucher Incentive Project. The truck is expected to have significantly reduced maintenance and fuel costs compared with a comparable legacy vehicle.
“By investing in the vehicles and charging infrastructure needed to support a fully electrified fleet, LAWA is laying the groundwork to achieve carbon neutrality from airport operations by 2045,” said LAWA CEO Justin Erbacci. “This purchase not only helps to reduce our environmental impact, but it also demonstrates our commitment to innovation and the future of transportation.”
“LAWA’s commitment to transition its fleet to fully electric is a direct reflection of the organization’s bold sustainability goals,” said Nikola President and CEO Michael Lohscheller. “Nikola is proud to have our Nikola Tre battery-electric vehicle be the first Class 8 semi-truck to be added to the City of Los Angeles municipal fleet.”
In the near future, the number of electric vehicles on roads across the globe will increase dramatically. This growth is being driven by new regulations, increased public demand for greener transportation and, ultimately, the goal of reducing greenhouse gas emissions. In fact, according to the UN Climate Change Conference, the global automotive fleet will be composed of more than 30% EVs by 2030.
Many challenges remain in EV design in order to drive more mainstream adoption. A key area of focus for the industry is on the battery and charging systems used in these vehicles. Despite all the progress made on battery design and battery energy density, there are still design challenges that could slow the mass adoption of EVs. Two of the key challenges are battery charge times and overall safety of the battery. One technology that could help resolve those challenges is liquid immersion cooing of batteries. Liquid immersion cooling is an extremely promising technology for the thermal management of batteries. In liquid immersion cooling, the battery cells are completely immersed in a dielectric fluid, providing better thermal performance than the current thermal management solutions. In addition, immersion cooling could enhance the safety of the battery.
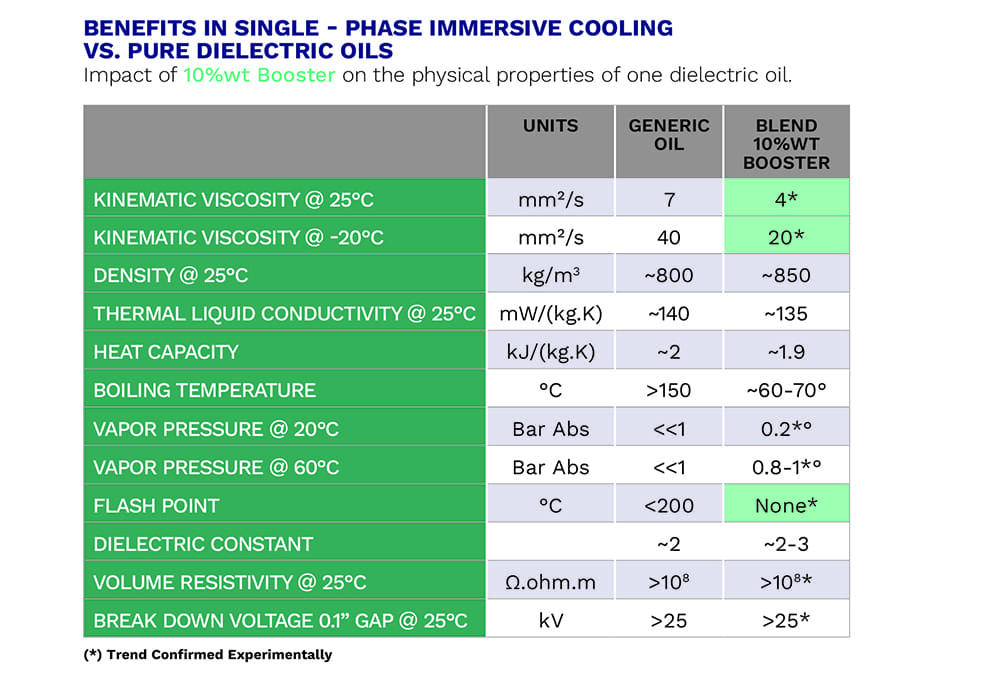
There are many dielectric fluids that can be selected from for use in immersion cooling. Options range from dielectric oils to pure fluorinated fluids. Recent developments are showing that some non-fluorinated dielectric oils can achieve even better performance with the addition of a fluorinated booster. This booster enhances the dielectric properties of the oil, which provides a positive impact throughout the entire system.
Fluorinated boosters for dielectric oils were introduced by Arkema in 2020 to support the adoption of Immersion cooling technology. Arkema’s booster is a fluorinated fluid with a very low global warming potential. It is non-flammable and non-toxic. The booster has excellent miscibility with most dielectric oils, and is commercially available at industrial scale.
Fluorinated boosters combined with a dielectric oil help reduce the viscosity and suppress the existing flashpoint of the dielectric oil. The addition of the booster does not have any negative impact on oil or component aging and does not adversely impact thermal performance of the pure dielectric oils.
When mixed at 10% weight in a dielectric oil, the viscosity of the blend is half the viscosity of the pure dielectric oil, at both ambient temperatures and low ambient temperatures (-20°C). This trend has been verified through testing using a variety of different dielectric oils.
[Figure 2]The performance of an EV battery’s dielectric oil with a 10% fluorinated booster versus a pure dielectric oil is measured.
Thermal performance of the fluorinated booster and dielectric oil blend was evaluated at the module level in a battery system designed by an original equipment manufacturer (OEM). Testing was done for more than 500 cycles with a charging speed up to 4C, which constitutes a 15 minute charge time. In this study, a blend of 10% booster/90% dielectric oil. It was tested along with pure dielectric oils[Figure 2]. The results showed that the addition of the booster did not negatively impact the thermal performance of the dielectric oil. Both the aging of the cells and the thermal performance of the module were similar with or without the fluorinated booster.
Many lower viscosity dielectric oils exhibit a flashpoint lower than 150°C .The addition of the fluorinated booster suppresses this flashpoint of dielectric oils and lowers the viscosity of the fluid. This allows the use of a wider range of dielectric oil possibilities without having to pick between having an increased flashpoint temperature or a lower viscosity, which typically increase proportionally in pure dielectric oils.
Improved Safety
One of the most important aspects related to safety of battery electric vehicles, is the prevention of thermal runaway in the battery. Thermal runaway occurs when one battery cell reaches temperatures that cause a chemical reaction within the cell. Once the chemical reaction in a cell begins, it can quickly spread to other cells within the battery, starting a thermal runaway event. Immersion cooling can potentially help prevent thermal runaway events from occurring. Dielectric fluorinated fluids and fluorinated boosters could be key in enhancing prevention of thermal runaway events. At the cell level of an immersion cooled battery, the absence of thermal runaway propagation was validated through nail penetration abuse tests.
Tests were performed with both pure dielectric fluorinated fluid and a blend consisting of 90% dielectric oil and 10% fluorinated booster . The test results showed no thermal runaway propagation from the damaged cell to the other cells within the pack. Adding high percentages of fluorinated booster to the dielectric fluid blend reduces the impact of thermal runaway propagation to adjacent cells even further. The gases exhausted during testing were analyzed and no evidence of degradation of the booster was found.
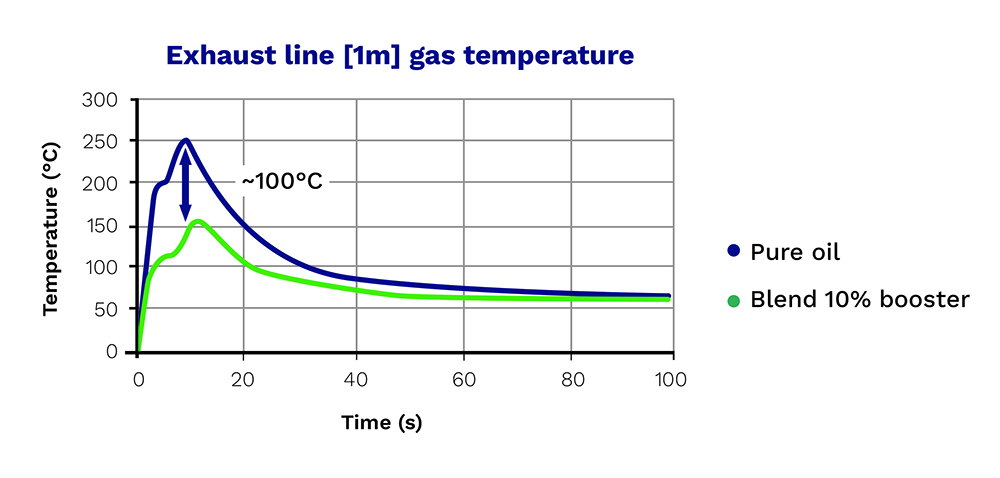
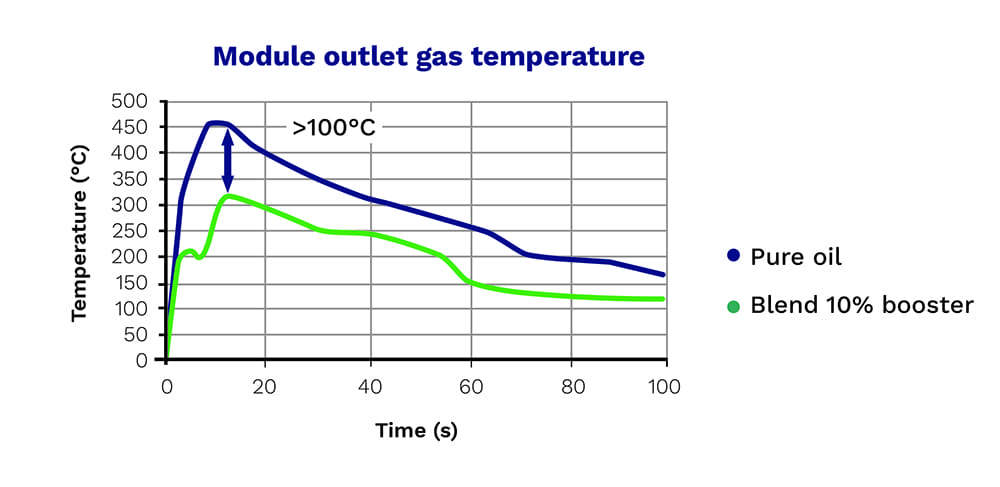
Similar tests were performed at module level. The module was designed by an automotive OEM and worked in a full-immersion cooling mode with 1.9 L of a blend consisting of 90% dielectric oil and 10% fluorinated booster. It was a 21.9 V module made of 62.5 Ah NMC prismatic cells, with a volume of 13.5 L. The energy density to module volume was 200 Wh/L and 1 450 Wh/L to fluid volume.
Abuse tests were performed without any fluid recirculation to simulate the worse case scenario. The blend containing the fluorinated booster was compared to the pure dielectric oil. Figure 3 shows the significant impact the booster had on the exhaust gas temperature after ignition. Both at the outlet of the module and 1 meter further, maximum gas temperature was at least 100°C lower.
The impact on exhaust gas temperature in liquid immersion cooling.
Liquid Immersion Cooling Can Offer Design Flexibility
The addition of a fluorinated booster at a 10% level to a dielectric oil reduces the viscosity by 50% on average compared to the pure dielectric oil. This reduced viscosity leads to lower pressure drops measured in the system, a difference of up to 30% at 0°C and 45°C. This viscosity reduction results in the ability to use smaller pumps, smaller cooling lines and faster filling times. The use of the booster puts fewer design constraints on engineers and could be a conduit for cost savings at the OEM.
Material Compatibility
Material compatibility assessments were completed to ensure that the addition of the booster would not result in any unforeseen issues with the choice of materials of construction . Many different polymer families were tested, comparing the pure booster, a pure PAO oil, a pure POE oil and booster oil blends. Results showed that the booster has very limited impact on material compatibility and the results were mostly the same as were seen with pure oil or blends, except for FKM (fluoroelastomer) which demonstrated a degraded compatibility.
CONCLUSION
Immersion cooling could hold the key to enhanced battery performance which would allow faster charge rates, extended battery life, and enhanced safety performance of electric vehicles. High performing dielectric fluids will be essential in bringing immersion cooled batteries to the mainstream. Since the research into fluorinated boosters for dielectric fluids has begun, significant progress has been made towards demonstrating how they can be used to enhance the performance and safety of dielectric oils. Testing through multiple engineering, component, and OEM partners has shown reduced oil flashpoints and improved thermal runaway propagation prevention on both cellular and modular levels of the battery. This improved performance could greatly enhance the safety of batteries in many electric vehicles across the globe. In addition, fluorinated boosters help reduce the viscosity of dielectric oils that often have very high viscosity at low ambient temperatures. Reduced viscosity allows greater design flexibility to automotive engineers by reducing fill times in the manufacturing process, pumping power, line sizes, and overall component costs. Immersion cooling using dielectric oil/fluorinated booster blends offers many advantages over current battery thermal management methods. Continued collaboration with component and OEM partners will further prove this technology and contribute to further mainstream adoption of electric vehicles across the globe.
One of the most challenging parts of new product realization is identifying optimal technology from the onset of a system concept. With the rapid development of the next generation of mobility technology in the form of vehicle electrification, alternative fuels such as hydrogen fuel cell technology, and the overall drive for higher efficiency, the landscape of product development is constantly changing.
OEMs are often breaking into uncharted territory with each new vehicle platform. While there is a great deal of standardization with internal combustion engine (ICE) vehicle systems, the innovations required to make electric and fuel cell vehicles successful may mean developing critical systems from the ground up. Choosing the right technology for system components is crucial.
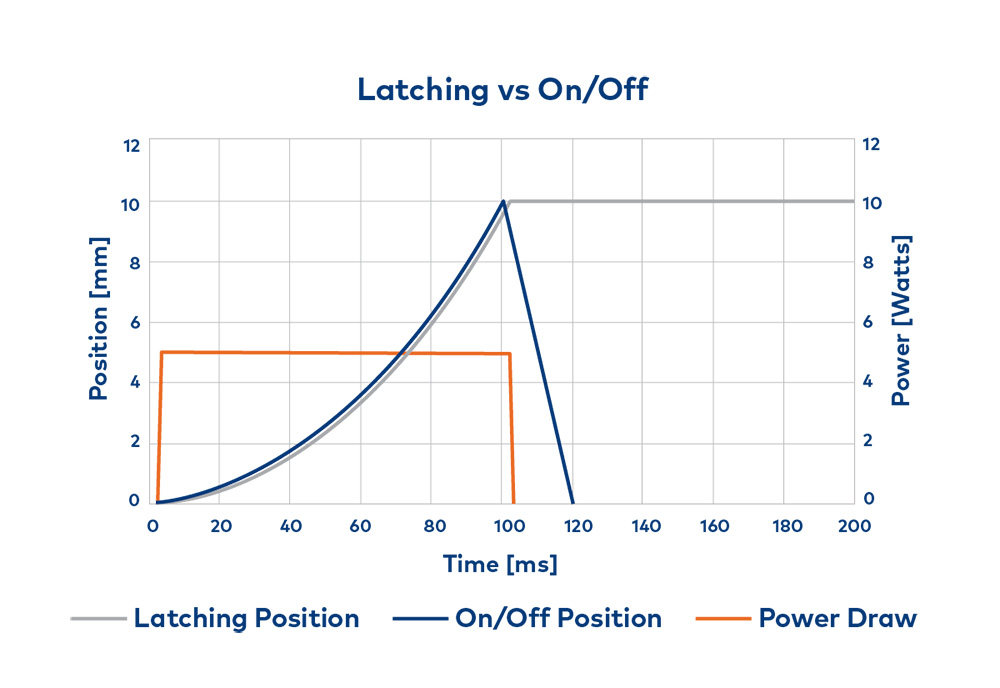
Solenoids are ubiquitous in vehicle systems, and EVs, in particular, require solenoids that will make the most of every available joule. Designers have three basic solenoid designs to choose from: on-off, proportional control, and latching solenoids, which can use either residual magnetism or permanent magnets to remain latched.
EVs, in particular, require solenoids that will make the most of every available joule.
On-off solenoids are the simplest. When power is applied, the solenoid will pull in or push out, depending on the design. The inclusion of a spring or other external force will cause the solenoid to return to its original position when power is removed.
A proportional control solenoid works in much the same way except that the plunger will move a distance that is proportional to the current applied to the coil. If 50% of the designed maximum current is applied, the plunger will move 50% of its stroke length.
While these types of solenoids have a place in automotive applications, they both require the constant application of power to hold a position once actuated. This can make them less than ideal for the needs of EVs in applications where the solenoid must hold a position for an extended period.
Latching solenoids have an advantage over these other two designs, making them a great option for EV applications. They use only a short power pulse to change state and do not need constant power to maintain a given position. Latching solenoids come in two major types: the single-fire release latching actuator and the bistable latching solenoid.
The single-fire release latching actuator’s plunger is held in the latched position by a permanent magnet. When a power pulse is applied, the plunger de-latches and stays in that position until it is manually reset.
The bistable latching solenoid will either pull in or release depending on the polarity of the power pulse. A pulse of one polarity will pull the armature in, and a pulse of the opposite polarity will release it.
A latching solenoid needs a smaller coil than a comparable constant power solenoid because it can use a higher power pulse to change state. This not only allows for a smaller package size, but it also reduces energy consumption. The power pulse typically lasts well under 100 milliseconds. This means that if a latching solenoid draws 20 watts of power for 100 milliseconds, and if state is changed 25 times in an hour, this would be equivalent to powering a 6-watt on-off solenoid for 8.3 seconds or a 12-watt on-off solenoid for 4.2 seconds.
The reduced power consumption of a latching solenoid yields an additional benefit. A constant power solenoid can suffer from performance inconsistencies because of resistive heating. The longer power is applied, the more it tends to heat up. Because a latching solenoid will be unpowered during most of its use, it is not prone to self-heating, resulting in lower performance variance than a comparable constant power solenoid.
While resistive heating is not a primary concern, the environment the solenoid will be operating in is. Understanding the temperature of the environment as well as any potential temperature spikes is critical in the early feasibility stage of a solenoid’s design. For example, whether the solenoid will be located near a significant heat source may need to be taken into consideration. Permanent magnets can exhibit performance variations with temperature changes. They can also suffer permanent performance losses from overheating. Various magnet materials suffering that type of damage will perform differently and will also vary in terms of magnetic field consistency over a given temperature range. Understanding these factors is crucial when selecting magnet material.
The benefit of low power consumption does come with one challenge. A bistable latching solenoid will remain in the last commanded position in the event of power loss rather than return to the home position, as with a conventional on-off solenoid. A fail-safe release circuit must be part of the solenoid’s design if the solenoid needs to fail to a safe position in the event of power loss to protect vehicle systems and provide for passenger safety.
The fail-safe is simply an integrated capacitive discharge circuit. The capacitor is charged in parallel to the solenoid. Even though the solenoid only requires a short power pulse to change state, the capacitor continues to receive a constant voltage signal to maintain charge, but it draws nearly zero current. If power is lost to the capacitor, the capacitor discharges and moves the solenoid’s armature to the designated safe position.
There are two points that must be considered when using a fail-safe circuit. First, it adds cost and size to the solenoid that must be weighed against the other functional benefits. Second, discharged capacitors have very low electrical resistance, which means that the system will see a very high in-rush current that is not seen when using a stand-alone solenoid. In one case, an in-rush current of 24 amps was observed for a few milliseconds where 2 amps was the nominal peak current of the solenoid. This means measures do have to be taken for circuit protection and electromagnetic interference isolation where this could be a problem.
As OEMs design new vehicle systems, they need to choose components that maximize energy efficiency, perform consistently, and keep costs manageable. Latching solenoids are an ideal choice for applications where the solenoid must hold a position for an extended period. Because they only use a short power pulse to change state, they draw very little power, do not suffer the negative effects of resistive heating, and their smaller coil reduces the size of the overall package. The addition of a fail-safe circuit will add size and cost to the solenoid, but this functionality can be crucial for protecting vehicle systems and passengers.
Electrifying commercial vehicles is a critical part of reducing emissions. To achieve maximum impact the pace of fleet electrification needs accelerating, fast, nowhere more so than in the heavy-duty trucking industry.
While EVs of all sizes are now flooding the market there remains two key hurdles faced by fleet operators – charging infrastructure that responds to the needs of commercial fleets and the upfront cost of replacing ICE vehicles for EVs.
In this webinar, CEO of WattEV, Salim Youssefzadeh discusses how combining business and tech innovations can create the infrastructure and data driven work flows to overcome these challenges. Enabling operators and truckers to reduce total cost of ownership whilst accessing fit-for-purpose charging infrastructure.
Hosted by Charged on February 1, 2023 01:00 PM EST, the webinar will feature a presentation, discussion and live Q&A.
Phoenix Contact Group is made up of 15 German and four international companies, along with 11 manufacturing locations, and has a footprint in more than 100 countries. The 99-year-old company offers creative solutions in the fields of connection technology, electronics and automation and is independent in its entrepreneurial and decision-making freedom. Phoenix Contact’s core business areas include device connectors, industrial components and electronics, and industry management and automation.
Over the last decade, Phoenix Contact has invested in new business fields as well, with a future vision of an all-electric society through the transformation of the mobility sector to electric mobility. This includes an e-mobility headquarters in Germany that serves as its center of expertise in the field of charging technology where Phoenix Contact develops and manufactures components and solutions for charging infrastructure as well as vehicle charging interfaces. In the beginning of 2022, Phoenix Contact established a new team within the U.S. subsidiary focusing on the e-mobility infrastructure market.
Phoenix Contact’s longevity, expertise and investment in the all-electric society positions them as an expert on electric mobility market trends and behaviors. Currently, we are living in the world of traditional refueling at central, exclusive locations. Customers wait to head to fueling stations until the tank is almost empty, when fuel prices are low, or when the vehicle’s fuel level is not enough for a longer trip.
In a world with widespread electric vehicle adoption and adequate charging infrastructure, customers could charge at nearly any location and any time, not only when the battery level is too low for planned travel. This approach – called opportunity charging – will integrate fueling into daily life as the ability to charge a vehicle anywhere increases.
This change of behavior is already reflected in the outlook of electric vehicles worldwide: over the next decade, the internal combustion engine in new vehicles will increasingly be replaced with plug-in hybrids or pure electric vehicles. Current studies also show a clear trend in favor of battery electric vehicles over plug-in hybrid vehicles, making the outlook for charging points worldwide even more attractive. The development of infrastructure supported by various state-specific laws, incentives, and recognition of climate change is at the forefront of the industry.
E-MOBILITY CHARGING COMPONENTS
Phoenix Contact has a broad variety of products that complement the building of e-mobility infrastructure and charging stations, including terminal blocks, connectors, power supplies and protection components. These products are specifically designed for e-mobility, such as charging cables, controllers, inlets, auxiliary power, and other electronics.
When it comes to the general application of a point-of-use charger at the vehicle, larger electronics are needed for high-power sources. These types of chargers will pull from the power grid, so the charger needs to step the power output down to 480 volts and convert it to DC power – regardless of whether the power is being used to charge battery banks, for peak shaving, or going straight to the charging device.
Inside the charging cabinet includes controllers, monitoring information, and terminal blocks, as well as all the actual power converters. Phoenix Contact is developing its portfolio of products for specific e-mobility applications under the Power Brand name. This includes AC input and DC input power supplies, which use push-in and T-LOX connection technology and are galvanically isolated – they are electrically isolated from input to output, which helps reduce noise. The power supplies meet standards for urban infrastructure and are ready to use inside an IP54 cabinet.
The DC input is also ready to be used with maximum power point tracking (MPPT) for solar applications. Throughout the day, solar applications receive irregular exposure to the sun through different panels, causing both solar radiation and temperature to fluctuate and resulting in a constantly-changing output. Therefore, technology is needed in the power source to track how the array is creating power and adapt the voltage and current to give the best possible output for the DC voltage.
ADVANCES IN CHARGING SYSTEM DESIGN
On Phoenix Contact’s roadmap is a new solution that will help simplify charging points – a control system that pairs with CHARX power modules. Whether it’s a point-of-sale charging station where the customer needs to pay for the energy or an industrial charger, additional equipment is required. This includes components such as touch panels with RFID or near-field communication capabilities and connections for point-of-sale interfaces, as well as CCS cables, energy meters, DC connectors, high-voltage fuses and various sensors.
Currently, these cabinets have a larger footprint and require complex wiring and high-effort cabling that increase the potential for failures at the assembly. Phoenix Contact’s CHARX power control box builds all the charging components into one rack-mount housing that is installed above the power source. This universal solution requires minimal integration effort in a 19” standardized installation. Other thoughtful design elements include integrated charging control, auxiliary power, overvoltage protection and simple connections thanks to push-in technology.
APPLICATIONS
The most prevalent application of CHARX power modules is within the charging stations used to charge electric vehicles, whether they are passenger cars, buses, or even off-highway applications such as heavy earth moving equipment. Power modules can also be used in mobile power supplies, DC industries, electrolysis, and peak shaving.
New electric vehicle trends are rapidly emerging, and the charging infrastructure needed to enable their adoption must evolve as well. For example, Ford has recently introduced its new Lightning F150 electric pickup truck, which offers bidirectional power flow – the truck can be used to power a house if the power goes out. These types of bidirectional electronics require the ability to not only feed from the grid battery and through the charger to a vehicle but a reverse power flow, as well.
As an established organization offering industry-shaping solutions, Phoenix Contact is leading the way in streamlining current e-mobility infrastructure and preparing for the innovations on the horizon. To learn more, visit www.phoenixcontact.com/charx or search for “Phoenix Contact e-mobility” on YouTube.